|













| Suitable Material: | |
|---|---|
| Max volume: | |
| Output capacity: | |
| Size: | |
| Weight: | |
| Plasticization: | |
| Heating Zone: | |
| Quantity: | |
DAWSON

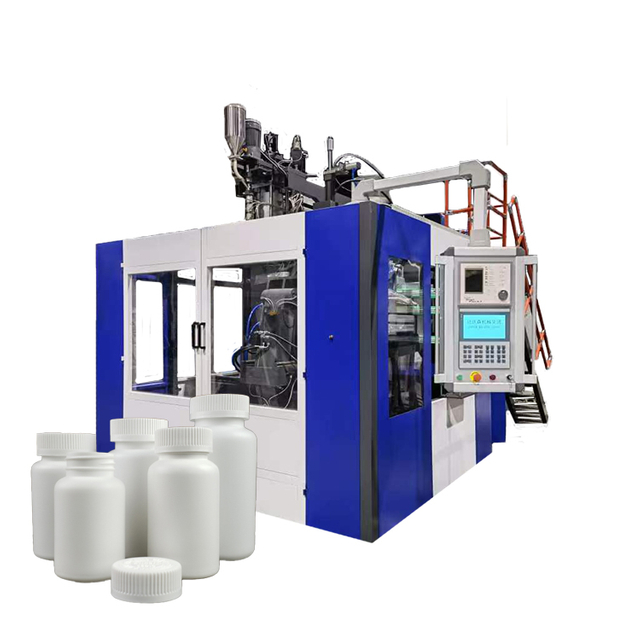
Maintenance and Troubleshooting of the Double - Station Four - Die Head Extrusion Blow Molding Machine for 900ml Bottles
The double - station four - die head extrusion blow molding machine for 900ml bottles is a complex piece of machinery that requires regular maintenance and proper troubleshooting to ensure optimal performance and longevity. This article will explore the key aspects of maintaining and troubleshooting this advanced equipment.
Preventive maintenance is the cornerstone of keeping the machine in good working condition. One of the most important maintenance tasks is the regular cleaning of the extruder barrel, die heads, and molds. Over time, plastic residue can build up on these components, which can affect the quality of the bottles and the performance of the machine. Cleaning should be carried out using appropriate solvents and tools, following the manufacturer's guidelines. This not only helps to remove the accumulated plastic but also prevents the formation of carbon deposits, which can be more difficult to remove.
Lubrication of the moving parts is another crucial maintenance activity. The clamping system, the extruder screw bearings, and the various linkages and guides all require regular lubrication to reduce friction and prevent premature wear. Using the correct type and grade of lubricant is essential, as different parts of the machine may have specific lubrication requirements. Regular lubrication not only extends the life of the components but also ensures smooth operation of the machine, reducing the risk of mechanical failures.
Calibration of the sensors and control systems is also necessary to ensure accurate operation. The temperature sensors, pressure sensors, and position sensors play a vital role in monitoring and controlling the production process. Over time, these sensors may drift out of calibration, leading to inaccurate readings and potential production issues. Regular calibration checks and adjustments should be performed to ensure that the sensors are providing reliable data, allowing the machine to operate within the specified parameters.
Despite regular maintenance, the double - station four - die head extrusion blow molding machine may encounter various issues during operation. One common problem is the occurrence of defects in the bottles, such as uneven wall thickness, cracks, or bubbles. Uneven wall thickness can be caused by several factors, including improper die head adjustment, inconsistent plastic melt flow, or problems with the parison programming. To address this issue, operators need to check and adjust the die head settings, ensure that the plastic melt is at the correct temperature and viscosity, and review and optimize the parison programming.
Cracks in the bottles can be due to excessive stress during the inflation process, improper cooling, or material - related issues. If cracks are present, operators should check the inflation pressure and duration, ensure that the cooling system is functioning properly, and verify the quality of the plastic material being used. Adjusting these parameters as necessary can often resolve the problem.
Bubbles in the bottles are usually a result of air entrapment in the plastic melt. This can be caused by issues such as a dirty extruder barrel, insufficient degassing of the plastic pellets, or problems with the feeding system. To eliminate bubbles, operators need to clean the extruder barrel thoroughly, ensure that the plastic pellets are properly dried and degassed before feeding them into the machine, and check the feeding system for any blockages or leaks.
Another common issue is problems with the clamping system. If the clamping force is not sufficient, it can lead to leakage of the plastic melt during the inflation process, resulting in defective bottles. Operators should regularly check the clamping force and adjust it if necessary. Additionally, any signs of wear or damage to the clamping mechanism, such as worn - out seals or damaged hydraulic cylinders, should be addressed promptly to ensure proper operation of the clamping system.
Establishing a comprehensive maintenance schedule is essential for ensuring that all maintenance tasks are carried out in a timely manner. The maintenance schedule should include daily, weekly, monthly, and annual maintenance tasks, along with the specific procedures and checklists for each task. For example, daily maintenance may include visual inspections of the machine, checking for any signs of leaks or abnormal noises, and cleaning the exterior of the machine. Weekly maintenance may involve lubricating the moving parts, checking the sensor readings, and performing a basic calibration check. Monthly and annual maintenance tasks may be more extensive, such as deep - cleaning the extruder barrel and die heads, and performing a comprehensive calibration of the control system.
Documentation of all maintenance activities is also crucial. This includes recording the date and time of each maintenance task, the components that were serviced or replaced, and any issues that were identified and resolved. Maintaining detailed records not only helps to track the maintenance history of the machine but also provides valuable information for future maintenance planning and troubleshooting.
In conclusion, proper maintenance and effective troubleshooting are essential for the smooth operation and long - term performance of the double - station four - die head extrusion blow molding machine for 900ml bottles. By following a regular maintenance schedule, addressing common troubleshooting issues promptly, and maintaining detailed documentation, manufacturers can ensure that their machines operate at peak efficiency, reducing downtime and minimizing production losses.
| Max.product volume | L | 120 | 300 |
| Dry cycle | PC/H | 360 | 300 |
| Screw diameter | MM | 100 | 120 |
| Screw L/D ratio | L/D | 28 | 33 |
| Screw drive power | KW | 55 | 132 |
| Screw heating capacity | KW | 22 | 36 |
| No.of heating zone | ZONE | 5 | 6 |
| No.of heating zone | KG/H | 200 | 350 |
| Output of HDPE | KW | 22 | 37 |
| Oil pump drive power | KN | 600 | 90 |
| Clamping force | KN | 600 | 900 |
| Max.size of mold | MM | 1000×1300 | 1200×1700 |
| Material storage | L | 14 | 24-35 |
| Template size | MM | 1150×1150 | 1200×1600 |
| Mold stroke | MM | 500-1350 | 880-1700 |
| Max.die diameter | MM | 450 | 700 |
| Die heating power | KW | 21 | 36 |
| Die heating few segments | ZONE | 5 | 6 |
| Blowing pressure | MPA | 0.8 | 0.8 |
| Air volume | m³/MIN | 1.6 | 1.6 |
| Cooling water pressure | MPA | 0.3 | 0.3 |
| Water consumption | L/MIN | 150 | 180 |
| Size of machine | L×W×H | 5.4×2.5×4.5 | 7.5×3.5×5.5 |
| Weight of machine | TON | 15 | 36 |











DAWSON MACHINE & MOULD GROUP
located in Zhangjiagang city, have more than 18 years' experience in the field of plastic machinery,
injection molding machine, blow molding machine, PET blow molding machine, injection blow molding machine, during the past 18 years, we always force our energy into new areas of plastic machinery, plastic packaging machinery, to update the technology, to learn advanced experience, to confirm new theory and new design, we are forming a unique competitive advantage of our owns.
The machines from our company carry good quality and effective after-sales service, upon the market,
customers from more than 45 countries, we provide complete solution for your plastic industry
business, as well as all sorts of technical support & after-sale services!





Q: Can we visit your factory?
Sure. We located in Zhangjiagang city which is very near Shanghai. For overseas customers, you can fly to Shanghai Pudong International Airport. We can pick you up in the Airport. (or Hongqiao International Airport. ) We also provide visit online by video.
Q: How can we get the exact price of plastic machine?
Contact us with the products size, shape, annual quantity and photo if possible. We can recommend our machine models with quotation.
Q: Do you provide any spare parts with machine?
Yes, we offer all necessary spare parts before shipment.(contact us for packing list )
Q: How about your after-sale service ?
We offer manual instruction and engineer training before loading,after shipment we provide 24 HRS online support, video technical support or field installation assist.
Q: What is the lead time?
For customized machine, it takes about 45-50 days after deposit. For stock machine, fast shipment. ( The actual production cycle will vary according to the degree of customization.)
Q: What is the warranty period for your machine ?
12 months warranty for components and technical support .
Q: Do you provide custom machines?
Most of our machines are customized. Our goal is efficiency and stable performance. We design the machines according to customers products to meet customer' needs.
Q: How can we install the machine when it arrives?
We can send experienced technicians to customer's country for guiding the installation and commission the machine, also train the customer's employees.
Q: What's DAWSON's advantage?
DAWSON provide customers with turnkey projects. Including plant design, plastic machine and mold installation, debugging, also we can source the auxiliary equipment for customers. We can ship the full set of machines after testing in our factory. It will save a lot of cost and time.
DAWSON will be your reliable friend in China, and we will always do our best to give you max support!